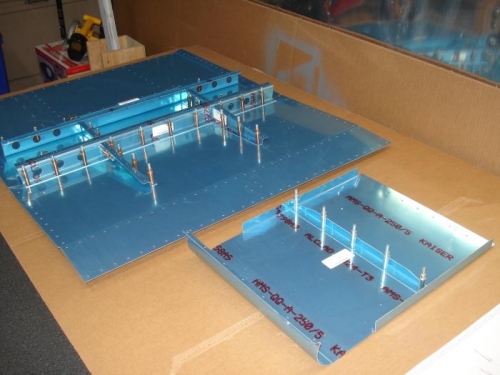
After gathering the pieces, the were clecoed together and the nutplates were final drilled to #40 on the F-802K-1 and F-802L-1 and they were machine countersunk.
All of the #30 holes were final drilled joining the clecoed peices to the F-822-1 as well as the outlined area as per DWG 61.
The nutplate attachment holes of the top of teh floor were also final drilled and countersunk.
All of the #30 holes within the outlined area in DWG were dimpled, and all #40 nutplate holes countersunk.
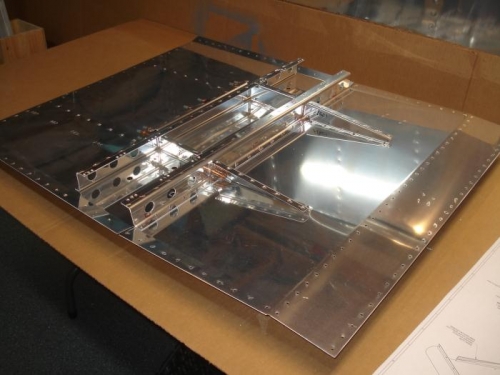
All of the parts were unclecoed and deburred. After deburring, the F-802K&L were countersunk were the F-822 skin joins the dimpled #30 holes. The F-836 L&R were also dimpled to #40 where they will met the F-850 skin.
Parts were scocthbrited, cleaned and then primed. I'll move onto riveting tomorrow.